Прошивка 3D-принтера Marlin, настройки автоматического выравнивания и использования, а также настройки направления и системы координат.
автоматическое выравнивание
1. Аппаратная проводка
Подключение цепи: напрямую подключается к интерфейсу Zmin для замены исходного датчика Zmin (бесконтактный переключатель для личного использования подключается к ZMax и не отменяет оригинальный переключатель хода)
2. Модификация прошивки
Мы рекомендуем перед использованием каркаса кровати,Постарайтесь вручную отладить принтер как можно лучше.,потому что все каркасы кроватейТолько «плохое» оборудование можно компенсировать, но не исправлять.
а) Вывод датчика подключен к выводу Zmin.
#define Z_MIN_PROBE_USES_Z_MIN_ENDSTOP_PIN Если не подключен к контакту Zmin, для RAMPS 1.3/1.4 доступныйAux4->D32 pin:
//#define Z_MIN_PROBE_PIN 32 // Pin 32 is the RAMPS defaultб) Выберите тип датчика, который будете использовать.
Подробную информацию о каждом датчике см. http://marlinfw.org/docs/configuration/probes.html
Мы выбираем здесь
#define FIX_MOUNTED_PROBEв) Установите смещение между соплом и датчиком Z.
#define NOZZLE_TO_PROBE_OFFSET {-40, 16, -10 } Здесь нужно установить в соответствии с местом установки. Параметры настройки на разных машинах разные. Подробности смотрите в программе marlin.
//Specify a Probe position as { X, Y, Z }Примечание. При первом использовании необходимо отладить смещение по оси Z. Метод отладки,Сначала установите для настройки смещения Z большое отрицательное число.,Например -10,Затем машина все сбрасывается в ноль,Когда ось Z возвращается в ноль,Зонд срабатывает на датчик высокого уровня спорта.,В это время машина считает высоту оси Z отрицательным смещением Z (пример: 10 мм).,Ручное переключение оси Z,Когда сопло касается платформы/нагревательного стола (вы можете положить бумагу формата А4 непосредственно под сопло, чтобы определить, соприкасается ли оно),Запишите оставшуюся высоту Z в это время.,Например, после того, как Z переместится вниз на 5,51 мм,,Сопловые контакты с подогреваемым столом,Затем измените смещение по оси Z на -5,51 мм.
г) Установите расстояние между щупом и краем.
#define MIN_PROBE_EDGE 10В версии marlin 2.0.7 оно было изменено на
#define PROBING_MARGIN 10д) Установите скорость перемещения по осям X и Y между датчиками (мм/м).
#define XY_PROBE_SPEED 2500#define XY_PROBE_SPEED 2500е) Установите время обнаружения 2 или 3.
#define MULTIPLE_PROBING 2g) Включите тестирование повторяемости M48 для проверки точности датчика.
#define Z_MIN_PROBE_REPEATABILITY_TESTh) Выберите метод выравнивания (маленькая плоская платформа)
#define AUTO_BED_LEVELING_LINEARРекомендуется использовать это для 2560.
или
#define AUTO_BED_LEVELING_BILINEARДля лучшего контроллера вы можете выбрать этот
i) Установите количество точек обнаружения
#define GRID_MAX_POINTS_X 4Нагревательная кровать 200 настроена на 4*4 точки, и для более крупных нагревательных кроватей количество точек соответственно увеличивается.
j) Включить сохранение данных в EEPROM.
#define EEPROM_SETTINGS // Persistent storage with M500 and M501k) Кнопка включения ЖК-дисплея
#define LCD_BED_LEVELINGl)
#define Z_SAFE_HOMINGм) Скорость модификации
#define HOMING_FEEDRATE_XY (40*60)n) Минимальная высота при возврате в ноль
#define Z_HOMING_HEIGHT 20Оно не может быть слишком маленьким, иначе при возврате к нулю зонд будет легко заблокирован нагревательным слоем.
o) Расширение неисследованной граничной области можно использовать только в том случае, если AUTO_BED_LEVELING_BILINEAR
#define EXTRAPOLATE_BEYOND_GRIDв целом,Обнаруженная сетка не доходит до края слоя. поэтому,за пределами сетки обнаружения,Регулировку Z можно выполнить одним из двух способов. Высоту Z можно продолжать повышать/понижать на определенный наклон ближайшего квадрата сетки (предпочтительно, когда большая часть пласта исследована).,или Он может повторять контур ближайшего края (по умолчанию). Включите эту опцию для вывода.
3. Как использовать
1) После скачивания прошивки,Используйте экран для обнаружения серьезных сделок,После обнаружения используйте экран для сохранения данных обнаружения.
- Запустите следующий Gcode для выравнивания
G28 ;move X/Y Z to min endstops
G29; 自动调平 不需要每次都设置
M500;保存 leveling data到EEPROM
M501;加载 EEPROM中的leveling data3) В программу нарезки добавлен "Запуск G-кода":
G28 ;move X/Y Z to min endstops
M501;加载 EEPROM中的leveling data
M420 S1;启用床平整4. Расширенная информация:
Интерпретация G-кода плоскостности основания
a) G28: X YZ Возврат оси в ноль
b) G29: Включить обнаружение плоскостности кровати
Примечание 1. После использования G29 данные нивелирования сохраняются только в оперативной памяти. Для сохранения данных в EEPROM необходимо использовать M500, в противном случае данные нивелирования будут потеряны после перезапуска машины или повторного подключения принтера.
Примечание 2. Выравнивание задней платформы G29 включается автоматически, но в других случаях для включения выравнивания платформы необходимо использовать M420 S1.
c) M500 : Сохранить прокачку данные в EEPROM (#define должен быть включен) EEPROM_SETTINGS)
d) M502: Сбросить уровень data
e) M501: Перезагрузите последнюю сохраненную в EEPROM настройку выравнивания. данных (заполняется автоматически при запуске), функция выравнивания кровати будет отключена после использования M501, и вам необходимо снова использовать M420. S1 разворачивает кровать ровно
f) M420 S1: Включить выравнивание грядки, рекомендуется добавить в «Начало» среза G-код", используйте M420 M501 необходимо использовать перед S1. Загрузить данные. M420 необходимо использовать после использования G28. S1 Откройте кровать
g) M420 V Проверьте текущее выравнивание на главном компьютере. data,leveling Пример данных следующий:
0 1 2 3
0 -1.089 -1.048 -1.113 -1.503
1 -0.147 +0.049 +0.231 +0.268
2 +0.668 +0.874 +1.033 +1.117
3 +1.350 +1.524 +1.693 +1.927Если число положительное, это означает, что оно высокое (0, 0) представляет нижний левый угол.
5Расширенные настройки
#define Z_CLEARANCE_DEPLOY_PROBE 5 // Z Clearance for Deploy/Stow
#define Z_CLEARANCE_BETWEEN_PROBES 1 // Z Clearance between probe points
#define Z_CLEARANCE_MULTI_PROBE 1 // Z Clearance between multiple probesНастройки системы координат
Изменить максимальный и минимальный лимит
#define USE_XMIN_PLUG
#define USE_YMIN_PLUG
#define USE_ZMIN_PLUG
//#define USE_XMAX_PLUG
//#define USE_YMAX_PLUG
//#define USE_ZMAX_PLUGНаправление движения шагового двигателя
#define INVERT_X_DIR false
#define INVERT_Y_DIR true
#define INVERT_Z_DIR falseВозврат в нулевое направление
#define X_HOME_DIR -1
#define Y_HOME_DIR -1
#define Z_HOME_DIR -11дляmax -1дляmin
###Определение координат обнуления
//#define MANUAL_X_HOME_POS 0
//#define MANUAL_Y_HOME_POS 0
//#define MANUAL_Z_HOME_POS 0Из-за моего незнания во время первоначальной сборки я спрятал все линии за осью X просто ради красоты, из-за чего система координат не соответствовала официальной по умолчанию. Позже это было исправлено с помощью программного зеркалирования срезов. В этот раз мы планировали улучшить прокачку и доработать ее вместе, и это удалось. Но из-за привычек использования это показалось мне еще более неловким, поэтому я снова отменил его.
Справочная статья: «https://www.bilibili.com/read/cv9090256». https://tieba.baidu.com/p/7252221823》


Углубленный анализ переполнения памяти CUDA: OutOfMemoryError: CUDA не хватает памяти. Попыталась выделить 3,21 Ги Б (GPU 0; всего 8,00 Ги Б).
[Решено] ошибка установки conda. Среда решения: не удалось выполнить первоначальное зависание. Повторная попытка с помощью файла (графическое руководство).
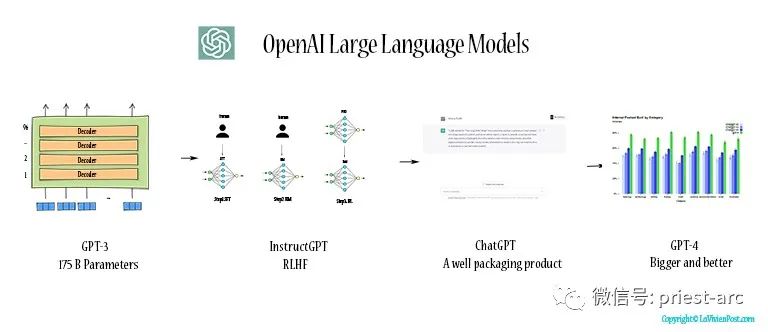
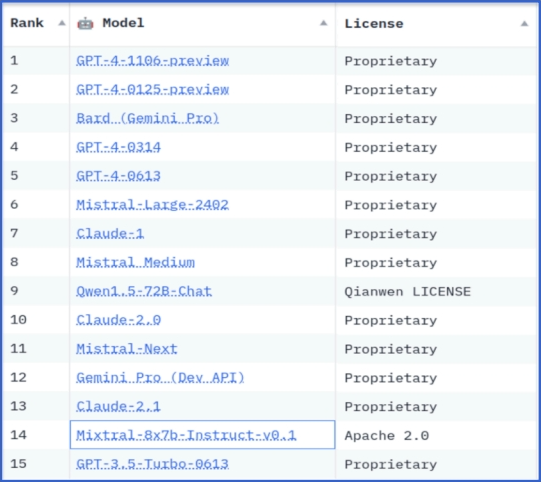
Прочитайте нейросетевую модель Трансформера в одной статье

.ART Теплые зимние предложения уже открыты

Сравнительная таблица описания кодов ошибок Amap

Уведомление о последних правилах Points Mall в декабре 2022 года.

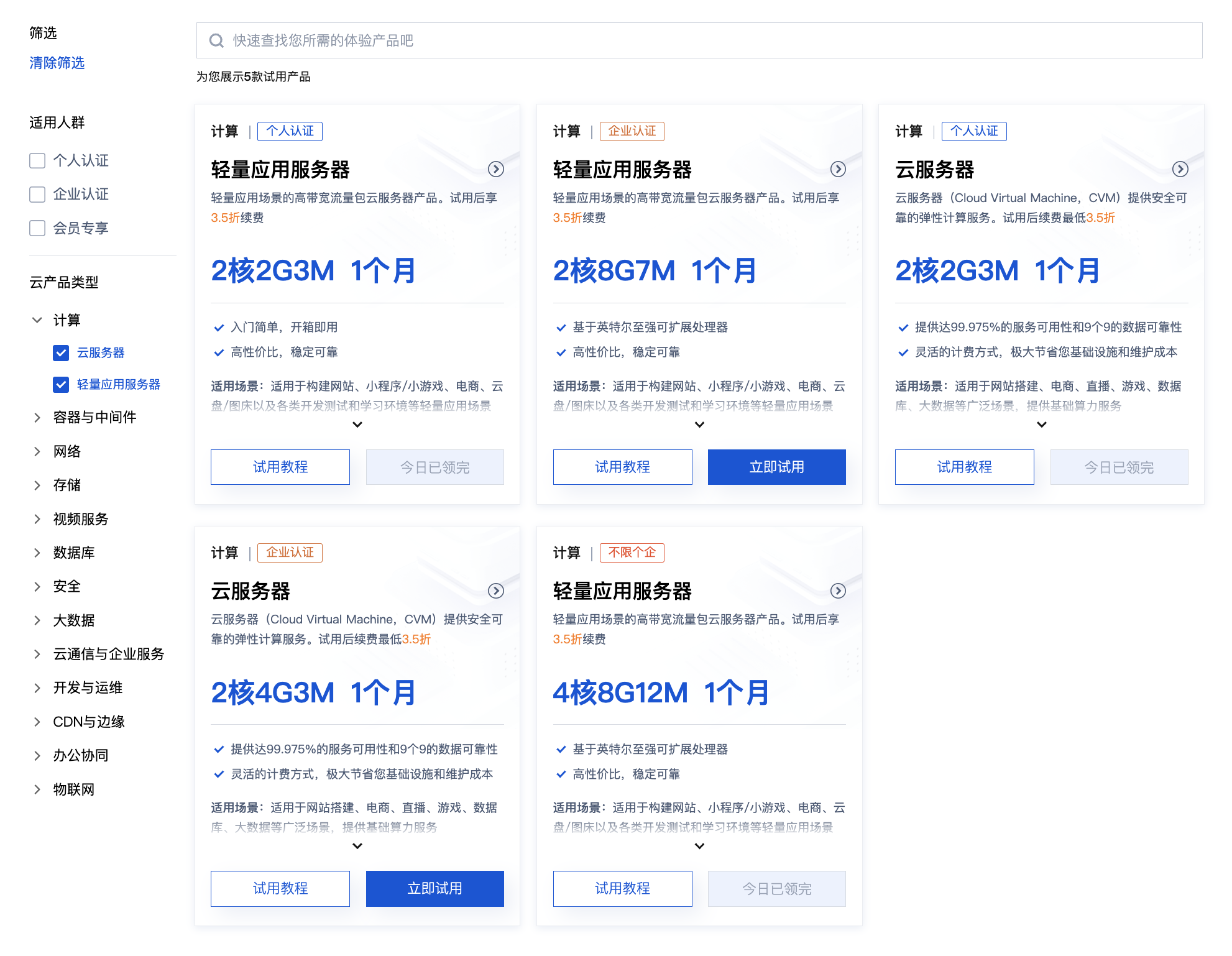
Даже новички могут быстро приступить к работе с легким сервером приложений.
Взгляд на RSAC 2024|Защита конфиденциальности в эпоху больших моделей
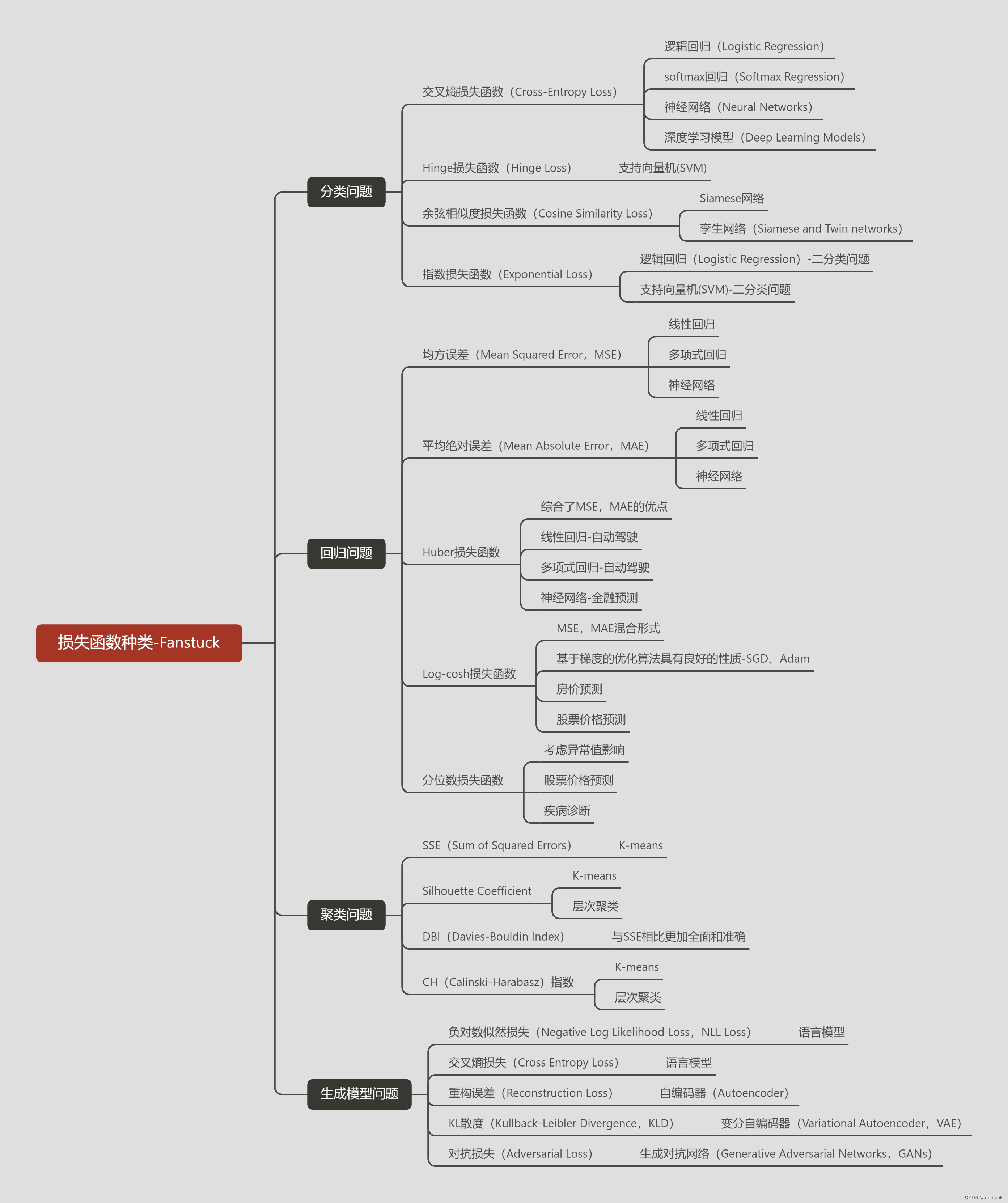
Вы используете ИИ каждый день и до сих пор не знаете, как ИИ дает обратную связь? Одна статья для понимания реализации в коде Python общих функций потерь генеративных моделей + анализ принципов расчета.

Используйте (внутренний) почтовый ящик для образовательных учреждений, чтобы использовать Microsoft Family Bucket (1T дискового пространства на одном диске и версию Office 365 для образовательных учреждений)
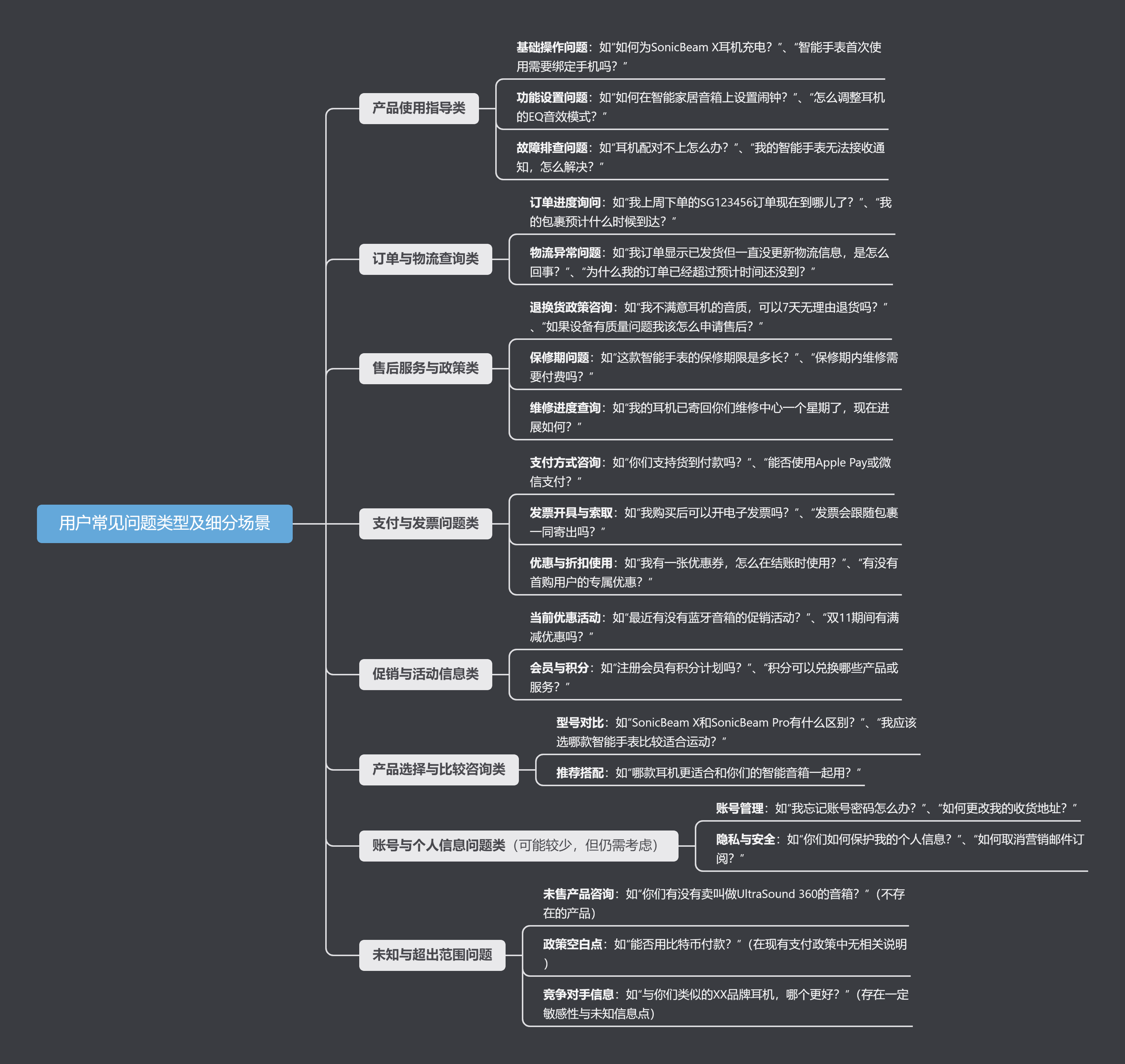
Руководство по началу работы с оперативным проектом (7) Практическое сочетание оперативного письма — оперативного письма на основе интеллектуальной системы вопросов и ответов службы поддержки клиентов

[docker] Версия сервера «Чтение 3» — создайте свою собственную программу чтения веб-текста

Обзор Cloud-init и этапы создания в рамках PVE

Корпоративные пользователи используют пакет регистрационных ресурсов для регистрации ICP для веб-сайта и активации оплаты WeChat H5 (с кодом платежного узла версии API V3)

Подробное объяснение таких показателей производительности с высоким уровнем параллелизма, как QPS, TPS, RT и пропускная способность.
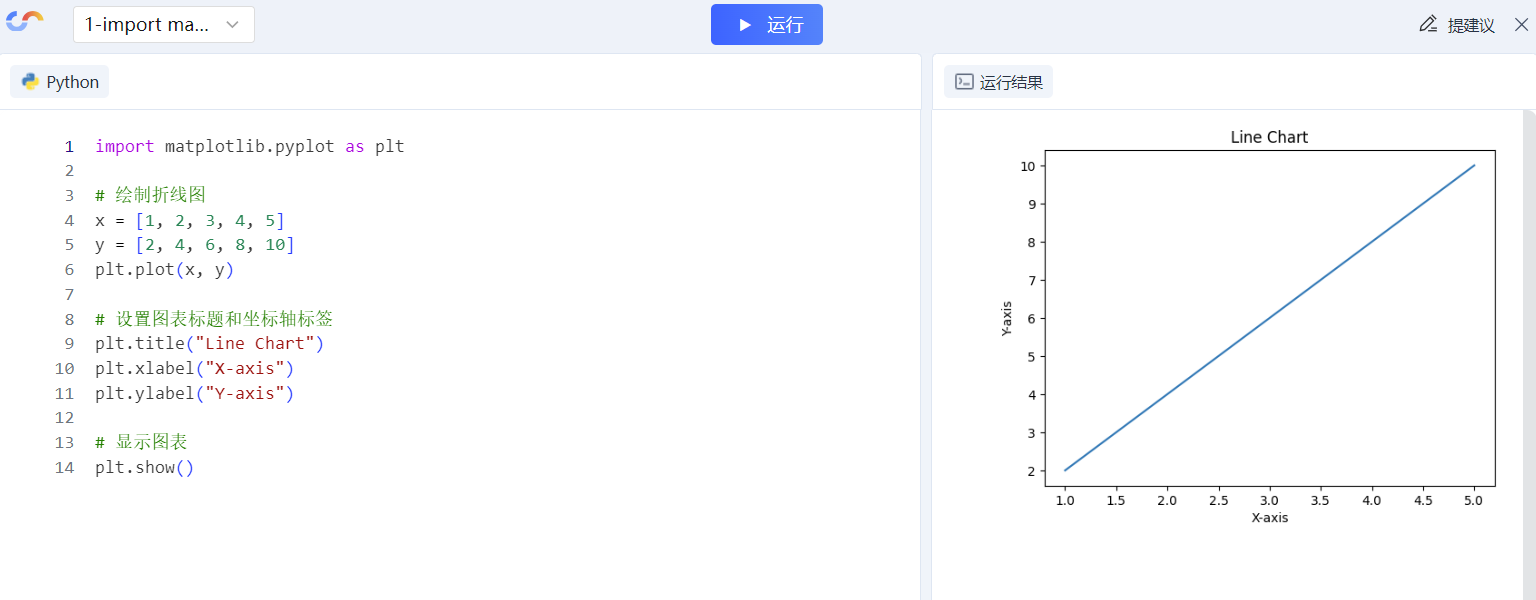
Удачи в конкурсе Python Essay Challenge, станьте первым, кто испытает новую функцию сообщества [Запускать блоки кода онлайн] и выиграйте множество изысканных подарков!

[Техническая посадка травы] Кровавая рвота и отделка позволяют вам необычным образом ощипывать гусиные перья! Не распространяйте информацию! ! !

[Официальное ограниченное по времени мероприятие] Сейчас ноябрь, напишите и получите приз

Прочтите это в одной статье: Учебник для няни по созданию сервера Huanshou Parlu на базе CVM-сервера.

Cloud Native | Что такое CRD (настраиваемые определения ресурсов) в K8s?

Как использовать Cloudflare CDN для настройки узла (CF самостоятельно выбирает IP) Гонконг, Китай/Азия узел/сводка и рекомендации внутреннего высокоскоростного IP-сегмента

Дополнительные правила вознаграждения амбассадоров акции в марте 2023 г.
Можно ли открыть частный сервер Phantom Beast Palu одним щелчком мыши? Супер простой урок для начинающих! (Прилагается метод обновления сервера)
[Играйте с Phantom Beast Palu] Обновите игровой сервер Phantom Beast Pallu одним щелчком мыши

Maotouhu делится: последний доступный внутри страны адрес склада исходного образа Docker 2024 года (обновлено 1 декабря)

Кодирование Base64 в MultipartFile

5 точек расширения SpringBoot, супер практично!

Глубокое понимание сопоставления индексов Elasticsearch.

15 рекомендуемых платформ разработки с нулевым кодом корпоративного уровня. Всегда найдется та, которая вам понравится.
